So, first day actually working on the machine as such.
Took the motherboard out, grabbed some pics (both sides) and then gave it a clean to remove all the dust. Before cleaning I made sure to take close up pics of the bodge wires, the switch settings, and all the jumper headers. the board is a Rev B board, which may prove relevant later, particularly for things like the bodge wires.
Top of the motherboard (pre-cleaning):
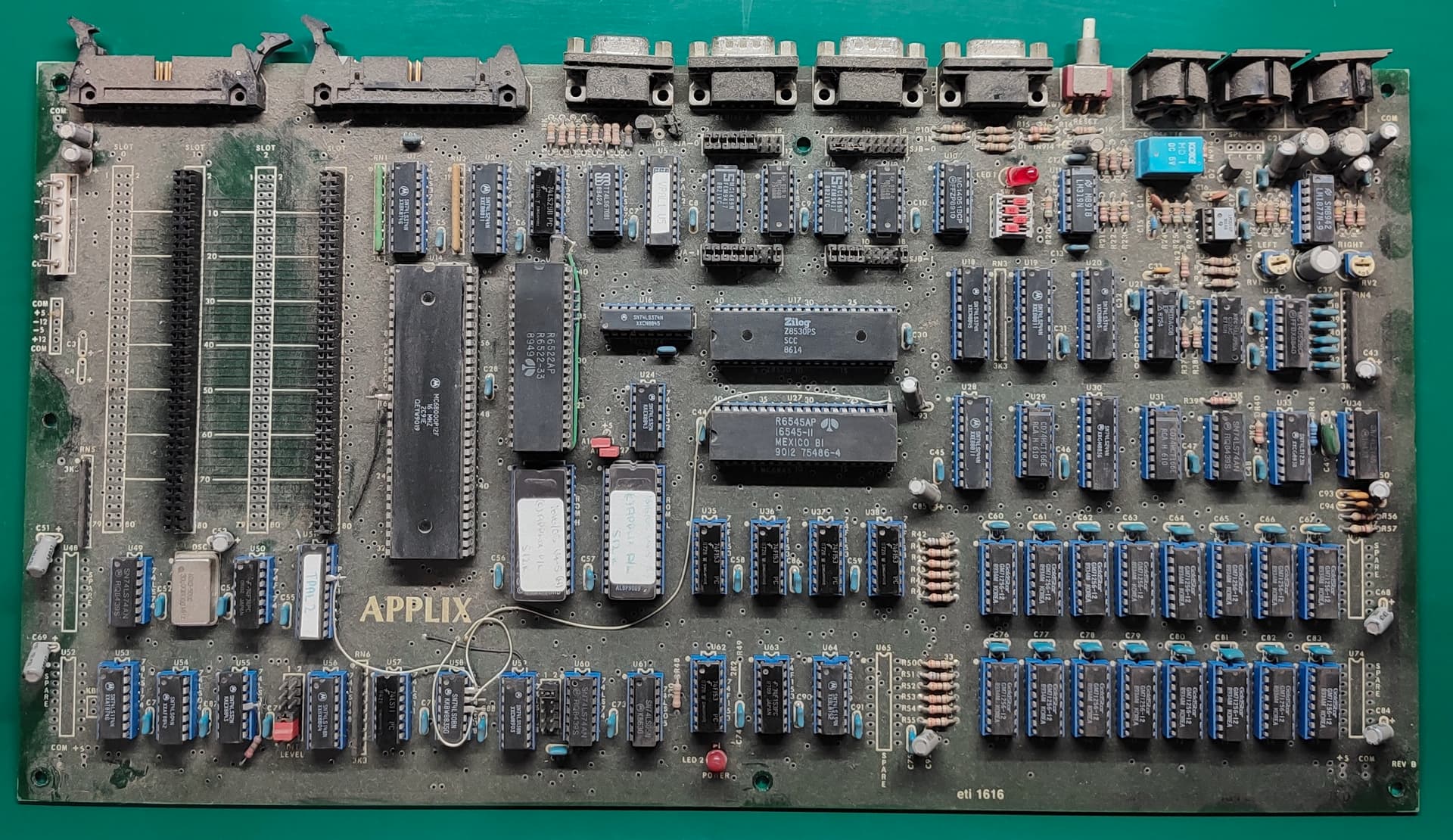
Bottom of the motherboard:
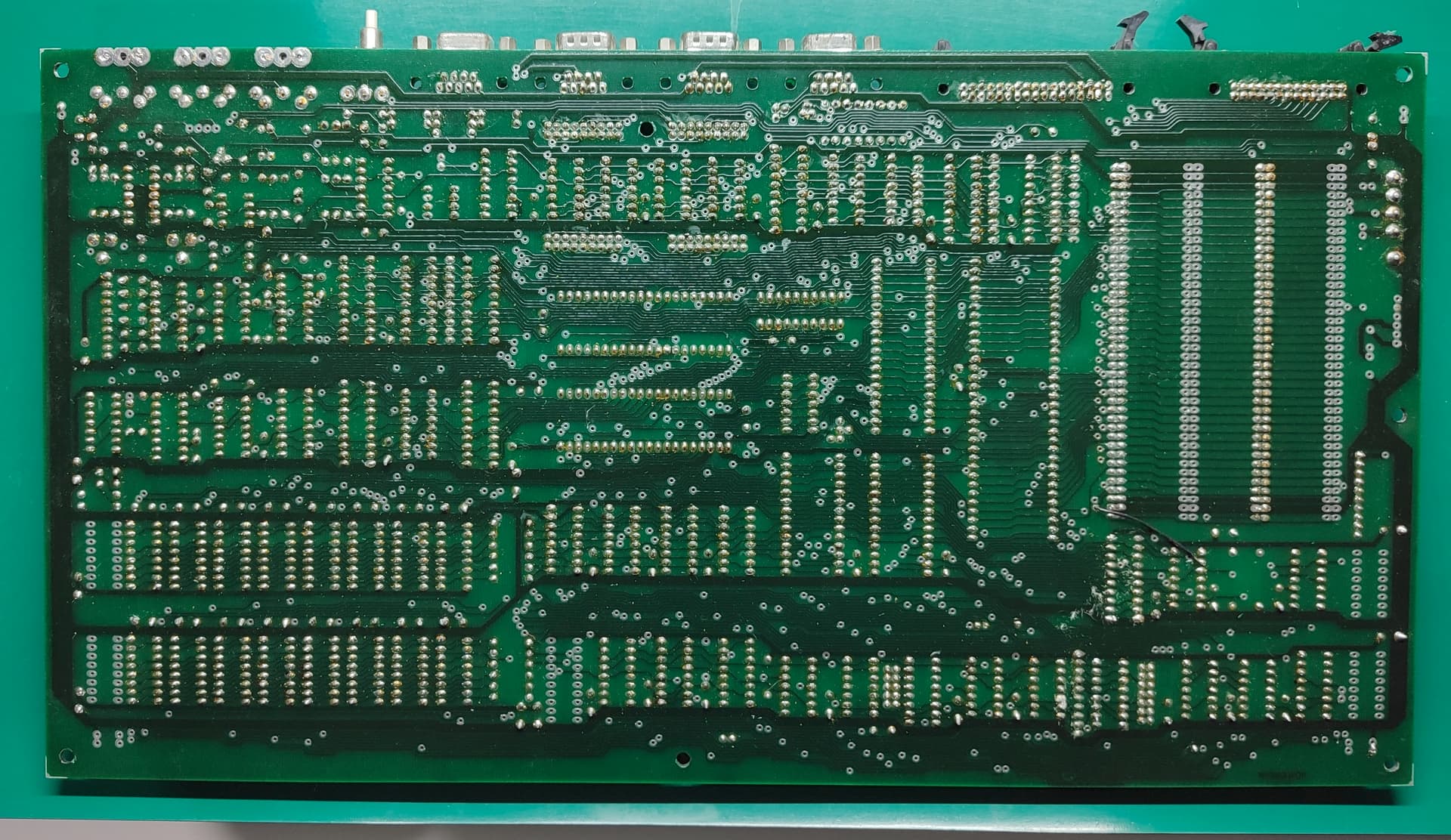
The solder work on the bottom is pretty good considering this is a kit computer. Probably can do with a clean to remove all the flux, but that’s for another day.
Post first round of cleaning:
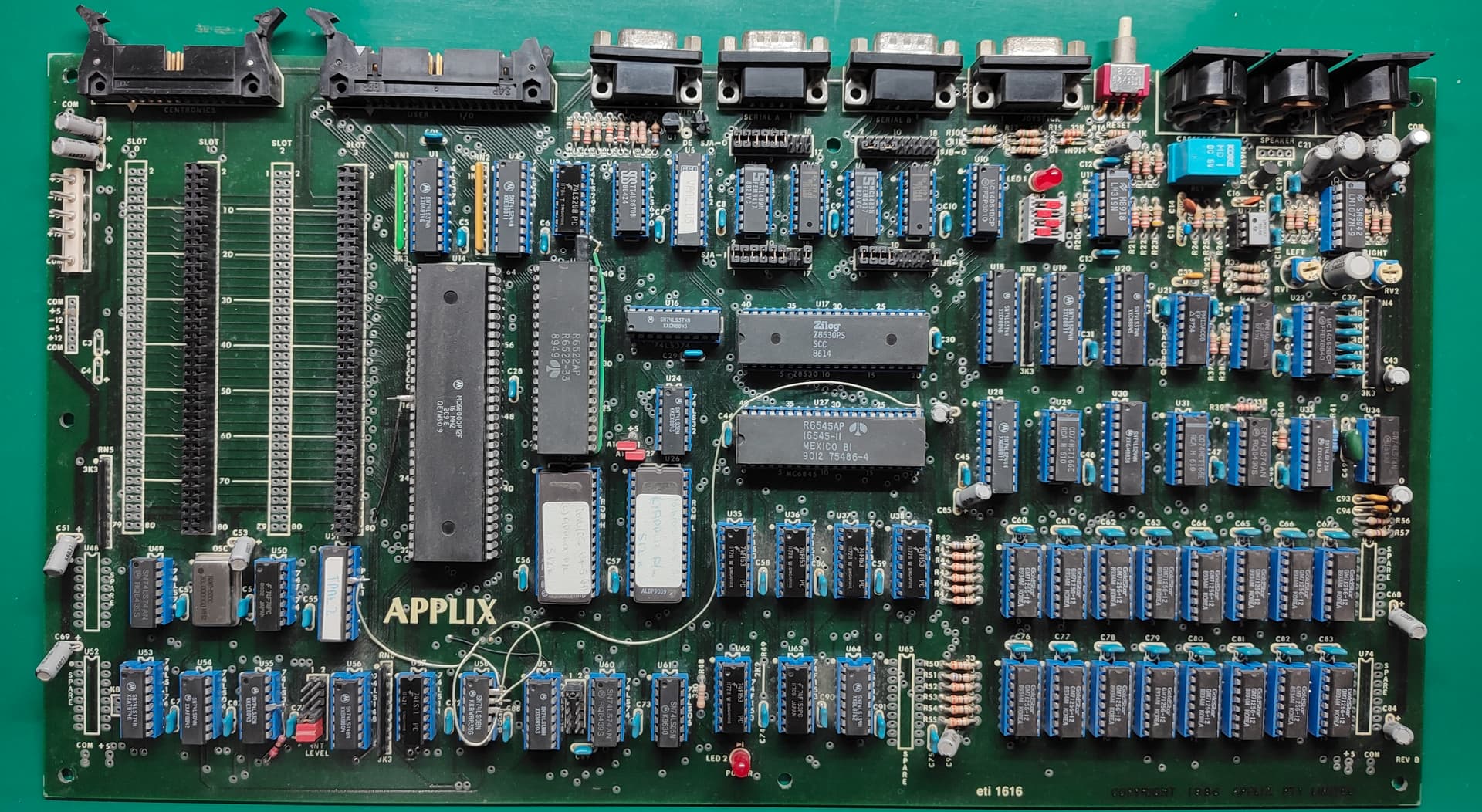
There’s a few bits I’ve cleaned since, but some of the dust really wants to hang around. I’ll give it a better clean when I do the bottom of the board.
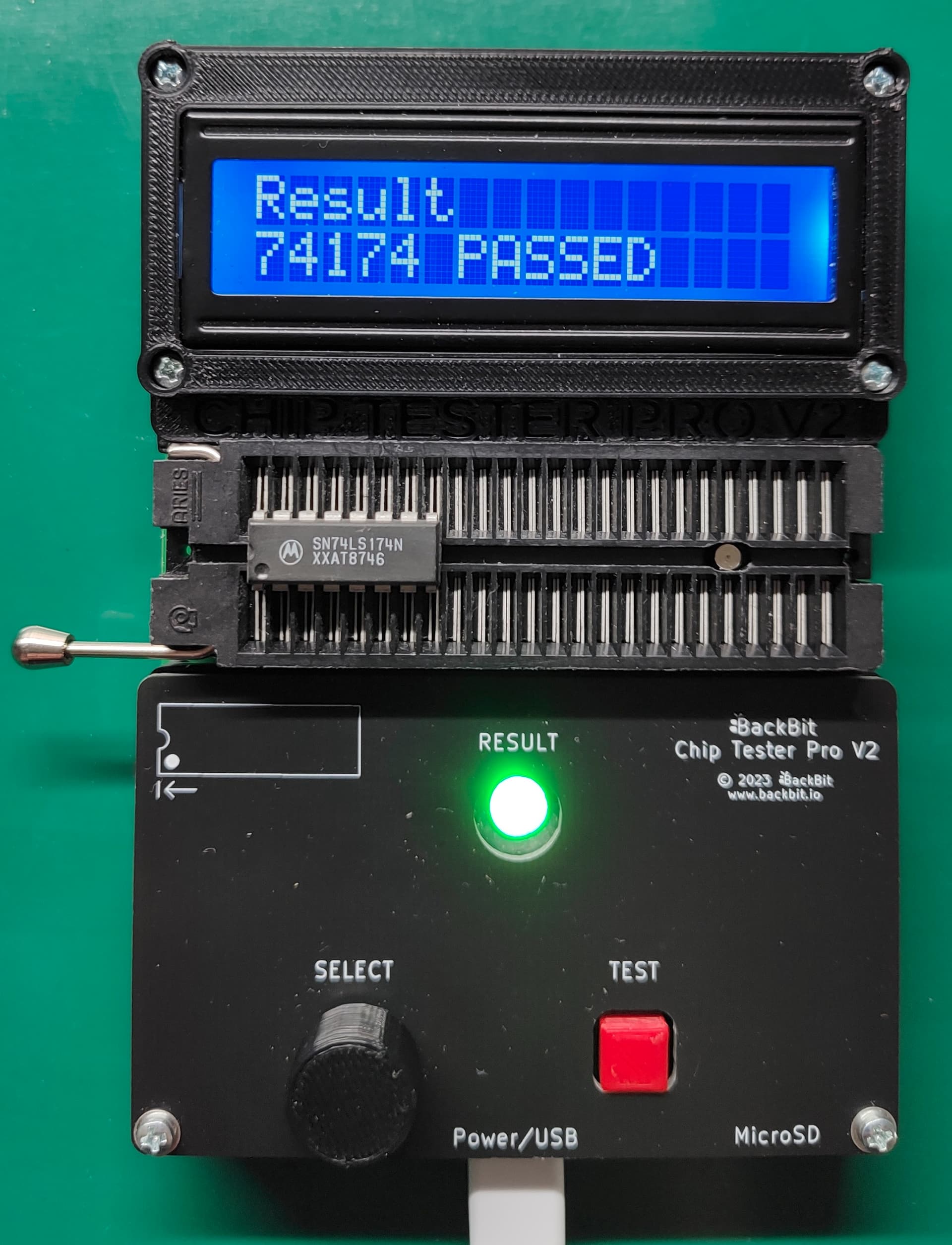
Took out a bunch of chips and ran them through the ChipTester Pro V2.
74LS174 in the tester:
Rockwell 6522 in the tester:

I’ve tested most of the 74-series and all the 4000 series chips in the machine and they all passed. Also as shown, I tested the Rockwell 6522.
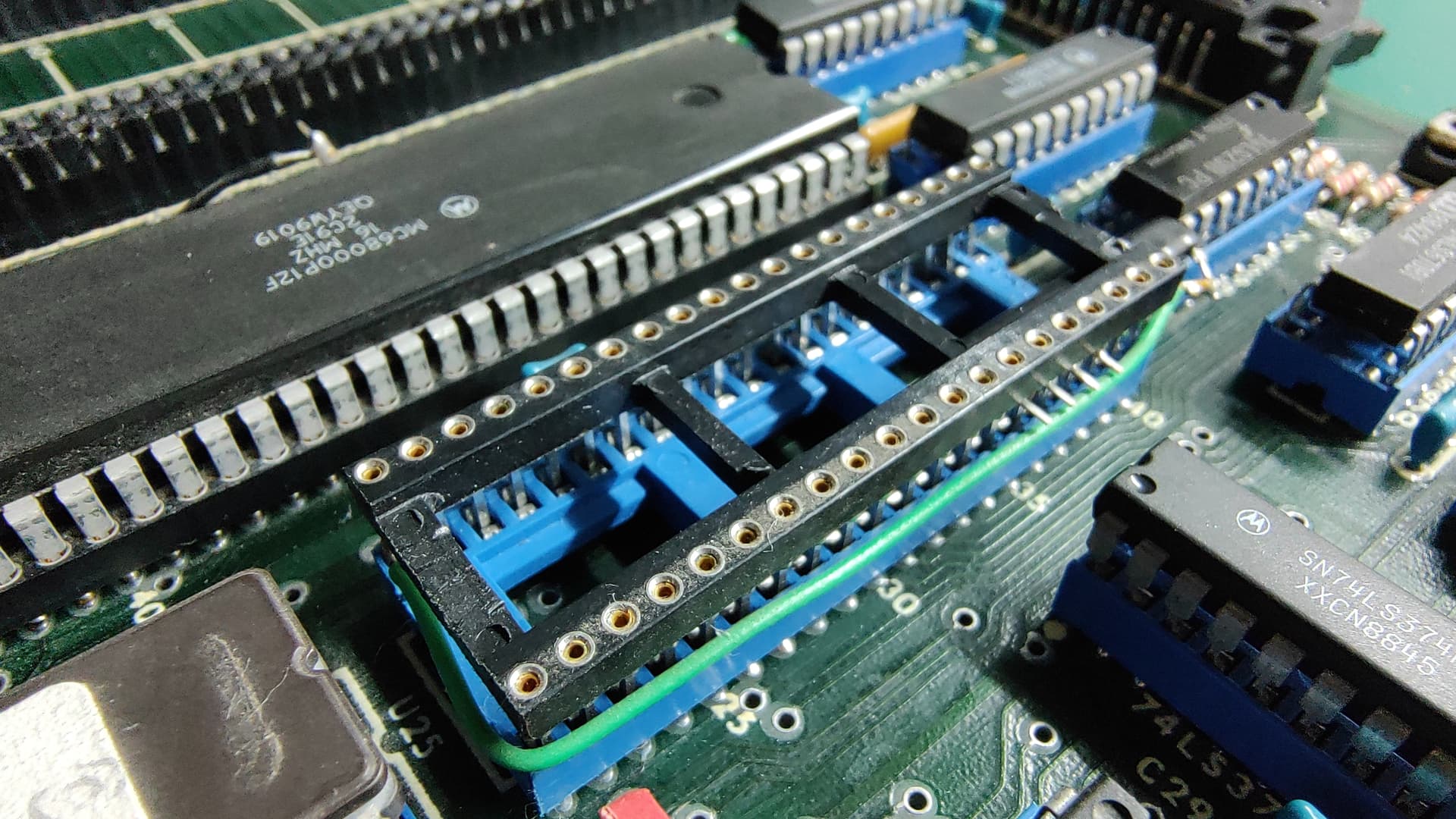
While I had the 6522 out, here’s a close up pic of the 4 pull-down resistors that are on the 6522 Address bus (A0-A3, which are pins 35 thru 38).
Machined socket with a resistor pack attached to 4 pins and bodge wire going to ground on the 6522:
The chips I have NOT tested so far:
- All the 74 series chips that are connected by bodge wires.
- MC68000 - The CPU.
- Rockwell 6545 - Video Controller.
- Zilog 8530 - Serial Communications Controller.
- LM817, LM301 & LM319 - Op Amps (audio/tape).
- DAC0800 - 8 Bit DAC (audio).
- MC1488/MC1489 - Serial transceiver chips.
- GM71256’s - Ram.
- PAL1 and PAL2 - Programmable logic gates.
As part of the testing, I ripped the contents of the 27C512 EPROMS. The binary contents don’t match any of the Rom versions I’ve found online (which doesn’t include binaries for the last Rom released; V47a).
Did some investigating and the bodge wires are a combination of fixes for common issues (eg: the pull-downs on the R6522) and the 15 Mhz speed upgrade .
Next steps:
- Test Ram (appears to be supported by the tester).
- Remove all the bodge wires and test all the remaining 74 series chips.
- Rip the PALs.
- Re-implement the bodge wires using machined IC sockets.
- Check and test power supply (separately).